
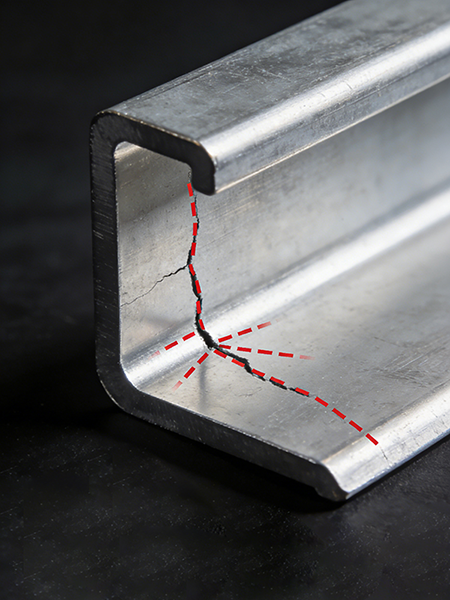
You’ve designed a part. It looks great on screen. Then you bend it, and the outside of the bend cracks. Or worse, it looks fine coming off the press brake, but three months later, a crack appears where you least expected it.
I’ve seen this happen more times than I can count. And most of the time, the problem comes down to one thing: the bend radius was too tight for the material.
Let me walk you through what minimum bend radius actually means, how to figure out the right number for your material, and how to avoid cracks and stress concentration.
What Is Minimum Bend Radius?
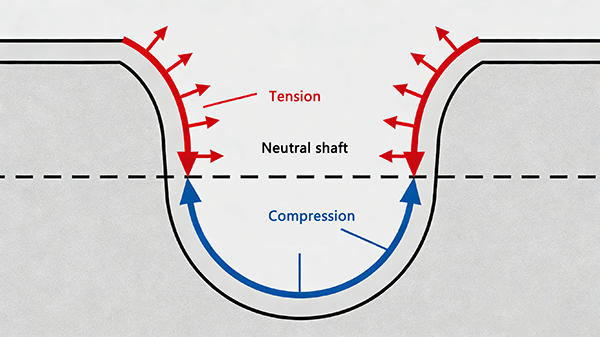
Here’s the simple version. When you bend a piece of sheet metal, the outside of the bend stretches. The inside compresses. If you try to bend too tightly, the outside stretches past its limit and cracks.
The minimum bend radius is the smallest inside radius you can use without causing cracks or damaging the material’s structure.
For example, if someone says a material has a minimum bend radius of 2mm, that means you should not bend it with an inside radius smaller than 2mm. Go smaller than that, and you are asking for trouble.
Why Does This Matter for Stainless Steel?
This is where stainless steel sheet metal fabrication gets tricky. Stainless steel is not like soft aluminum or mild steel. It is harder, it work-hardens faster, and it is less forgiving when you push it too far.
Stainless steel can handle a lot of strength and corrosion. But when it comes to bending, it needs more respect. The minimum bend radius for stainless steel is typically larger than for other common metals.
I have seen people try to bend stainless steel like they bend aluminum. That almost never ends well.
The Rule of Thumb
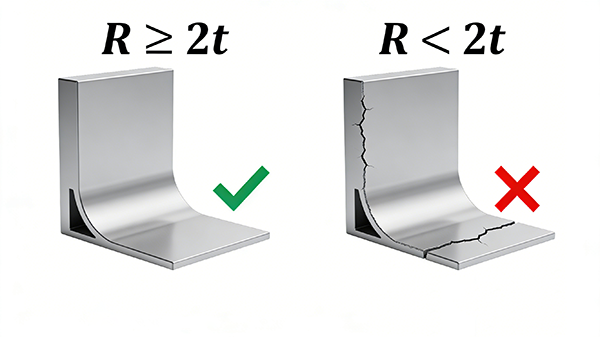
Here is a quick starting point. For most sheet metal materials, the minimum bend radius is about equal to the material thickness.
But that is just a starting point. Different materials need different rules.
| Material | Minimum Bend Radius (as multiple of thickness) |
|---|---|
| Soft aluminum (3003, 5052) | 0 to 1× thickness |
| Harder aluminum (6061-T6) | 2 to 3× thickness |
| Mild steel | 0.5 to 1× thickness |
| Stainless steel (304, 316) | 2 to 2.5× thickness |
For stainless steel, you are generally looking at an inside bend radius of two to two and a half times the material thickness. A 1.5mm thick stainless steel sheet needs an inside bend radius of at least 3mm to 3.75mm.
Go tighter than that, and you are gambling on cracks.
What Happens When You Go Too Tight?
Two bad things happen.
First, cracks. The outside of the bend stretches until it tears. Sometimes you see it right away. Sometimes it shows up days or weeks later as the material relaxes.
Second, stress concentration. Even if you do not see a crack, the material inside the bend gets stressed. That stress sits there waiting for a reason to cause failure. Vibration, temperature changes, or just time can turn that stress into a crack.
I have seen parts pass inspection, go into service, and crack six months later. The customer was not happy. And honestly, I did not blame them.
How Material Hardness Affects Bend Radius
Here is something a lot of people do not think about. Not all stainless steel is the same hardness.
304 stainless steel in its annealed state is softer and bends easier. But if you get cold-rolled or work-hardened stainless, the minimum bend radius goes up significantly.
I have seen customers buy stainless steel from a supplier, assuming it is soft and bendable, only to find out it is half-hard material. The first bend cracks. The whole batch is scrap.
What to do: Always know the temper of your stainless steel. Annealed is easiest to bend. Quarter-hard and half-hard need larger radii.
Practical Tips for Stainless Steel Sheet Metal Fabrication
After years of doing stainless steel sheet metal fabrication, here is what I have learned.
1. When in Doubt, Go Bigger
A larger bend radius almost never hurts. It might change your assembly slightly, but it will not cause cracks. A radius that is too small will cause problems every time.
If your design can handle a 4mm radius instead of 2mm, do it. You will sleep better.
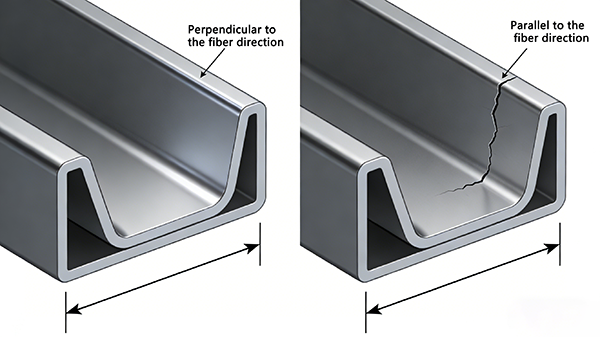
2. Bend Across the Grain
Sheet metal has a grain direction from the rolling mill. Bending across the grain is easier on the material. Bending along the grain makes cracks more likely.
If your part layout lets you choose, always bend across the grain.
3. Watch Your Tooling
Not all press brake tooling is the same. A sharp punch nose will force a tighter radius and increase your chance of cracking. A larger radius punch spreads the load and lets the material bend more smoothly.
Talk to your fabricator about what tooling they plan to use.
4. Consider Annealing
For complex bends or very tight radii, you can anneal the material first. Annealing softens the stainless steel and makes it more bendable.
The catch? It adds time and cost. And you might need to clean or passivate the part afterward.
5. Test Before You Run
This is the most practical advice I can give. Cut a test piece. Bend it. Check for cracks. If it cracks, increase the radius and try again.
A few hours of testing can save you from scrapping hundreds of parts.
.
Common Mistakes I See
Mistake 1: Using the same radius for all materials
Stainless steel is not aluminum. It is not mild steel. Treating it like other metals is how parts crack.
Mistake 2: Ignoring work hardening
Stainless steel gets harder as you work it. If you bend it once, the area around the bend is now harder than before. A second bend near the first one? That is where cracks start.
Mistake 3: Designing sharp corners near bends
A sharp corner near a bend line is a stress concentration point. Put a hole or a notch too close to a bend, and the bend will pull it out of shape or crack around it.
Mistake 4: Forgetting about springback
Stainless steel springs back more than mild steel or aluminum. If you design for a 90-degree bend, you might need to over-bend to 91 or 92 degrees to get a true 90. Plan for this.
How to Calculate Minimum Bend Radius
If you want a more precise number than a rule of thumb, here is a simple way.
Check the material specification sheet from your supplier. It will often list the recommended minimum bend radius for that specific grade and temper.
If you do not have that information, use this formula as a starting point:
For stainless steel, start with 2× material thickness. For 304 annealed, that is usually safe. For harder tempers, go to 3× or 4×.
Then test. Bend a sample. Look for cracks. Increase the radius if needed.
The Relationship Between Bend Radius and Tooling
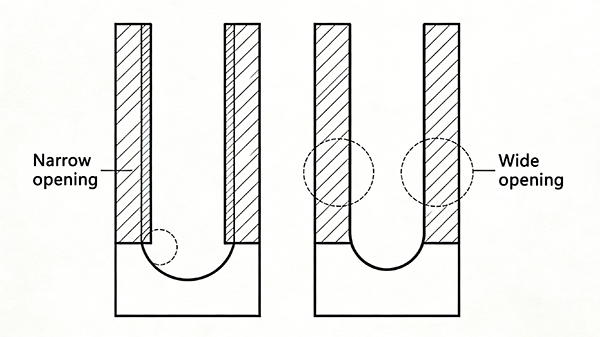
Here is something a lot of designers do not know. The bend radius you get is not just about the material. It is also about the tooling.
The width of the V-die in the press brake affects the bend radius. A wider V-die gives you a larger radius. A narrower V-die gives you a tighter radius.
Most fabricators have standard tooling. Ask what V-die widths they have. Design your bend radius to match what they can actually produce.
When You Have No Choice
Sometimes your design really needs a tight bend. Maybe it is a small part. Maybe it fits into a tight assembly.
If you cannot increase the bend radius, here is what you can do.
Use a softer temper of stainless steel. Annealed is best.
Heat the material before bending. This is not common for sheet metal, but it can work for small parts.
Plan for post-bend stress relief. A quick heat treatment after bending can reduce internal stresses.
Accept that your scrap rate will be higher. Tight bends on stainless steel will fail sometimes.
The Bottom Line
Minimum bend radius is not just a number on a chart. It is the difference between a part that works and a part that cracks.
For stainless steel sheet metal fabrication, respect the material. It is strong, it is corrosion resistant, but it does not like being overworked.
Keep your inside bend radius at least two times the material thickness for soft stainless. Go bigger for harder tempers. Test before you run full production. And when you are not sure, make the radius larger.
Your parts will be stronger. Your customers will be happier. And you will not get that late-night phone call about cracked parts.
Need help with your stainless steel sheet metal design? Send us your drawing. We will review your bend radii and tell you what works, what does not, and how to avoid cracks.
We reply within 24 hours.