
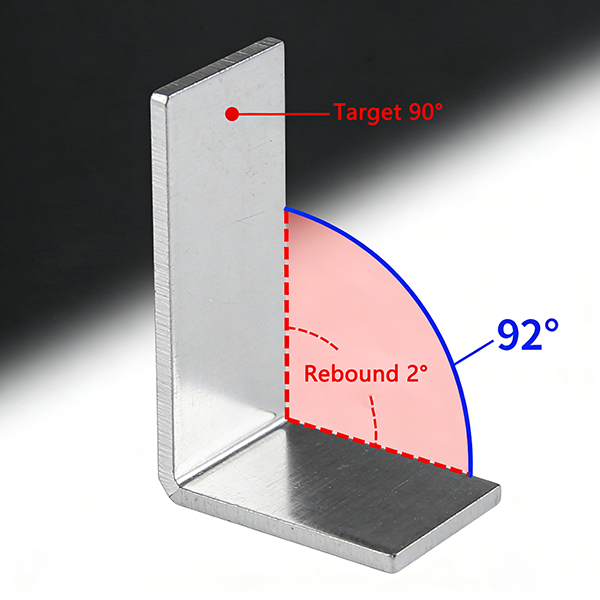
You bend a piece of sheet metal to 90 degrees. You pull it out of the press brake. You measure it. It’s 92 degrees. What happened?
This is springback. And if you work with sheet metal, you deal with it every day.
I’ve been in this business for nearly twenty years. And I still remember the first time a customer called me angry because their parts came out at the wrong angle. They thought we made a mistake. We didn’t. The material just did what material does.
Let me explain what springback is, why harder materials cause more of it, and how you can predict and compensate for it.
What Is Springback?
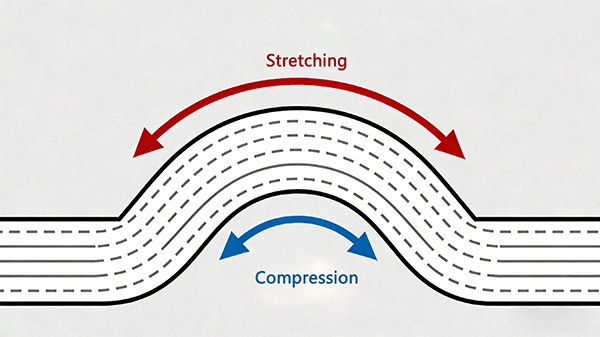
When you bend sheet metal, you stretch the outside of the bend and compress the inside. The material wants to go back to its original shape. When you release the pressure, the material springs back toward where it started.
The result? Your 90-degree bend becomes 91 or 92 degrees. Sometimes more.
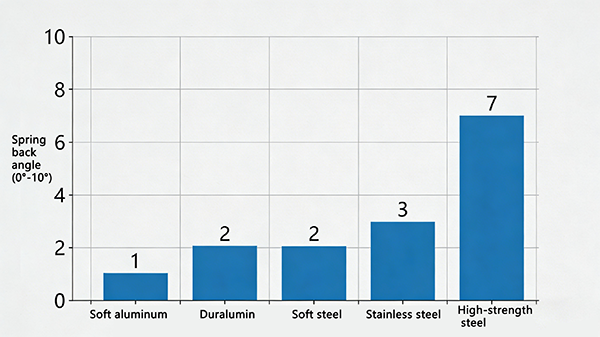
Springback happens with every metal. But how much depends on the material. Soft aluminum? Very little springback. Hard stainless steel? A lot more.
Why Does Material Hardness Matter?
Harder materials spring back more. That’s the short answer.
When you bend soft material, the fibers stretch and stay stretched. When you bend hard material, the fibers stretch, but they fight to return to their original position.
Here’s what I see in my shop every day:
Soft aluminum (3003, 5052): Very little springback. You can bend it close to perfect the first time.
Harder aluminum (6061-T6): Noticeable springback. You need to over-bend.
Mild steel: Moderate springback. Predictable and consistent.
Stainless steel (304, 316): Significant springback. This is where most customers get surprised.
High-strength steels: Extreme springback. You almost have to fold it past where you want it.
If you’re using standard sheet metal fabrication processes, you need to account for this before you start bending.
How Much Springback Should You Expect?
Here’s a rough guide based on what I’ve measured over the years.
| Material | Expected Springback (for 90° bend) |
|---|---|
| Soft aluminum (3003, 5052) | 0.5° to 1° |
| Hard aluminum (6061-T6) | 1° to 2.5° |
| Mild steel | 1° to 2° |
| Stainless 304 (annealed) | 2° to 3° |
| Stainless 304 (half-hard) | 3° to 5° |
| High-strength steel | 5° to 10°+ |
These are averages. Your results will vary based on thickness, bend radius, and tooling. But this gives you a starting point
What Factors Affect Springback?
Material hardness. The harder the material, the more springback. This is the biggest factor.
Material thickness. Thicker material springs back more than thin material.
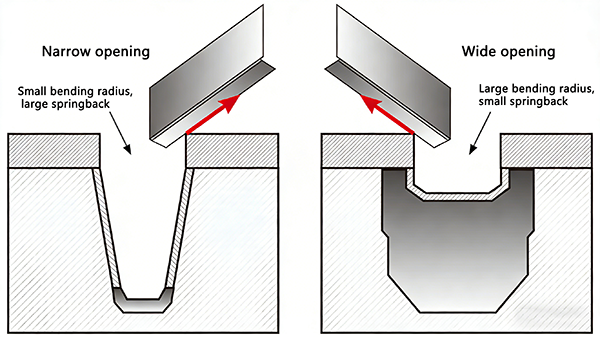
Bend radius. A tighter radius increases springback. The material stretches more, so it wants to recover more.
Bend angle. A 45-degree bend springs back less than a 90-degree bend.
Tooling. The width of your V-die affects springback. A narrower V-die creates more springback.
Grain direction. Bending with the grain causes more springback than bending across the grain.
How to Predict Springback
Predicting springback is not an exact science. But there are ways to get close.
Use known data. If you have bent the same material before, you already know what to expect. Keep records.
Run a test bend. This is what I recommend to every customer. Cut a test piece. Bend it. Measure. See how much it springs back. Adjust. Test again. It takes 10 minutes. It saves hours of rework.
Use a bend allowance chart. Most fabricators have charts for common materials. Ask your fabricator for theirs.
Talk to your fabricator. We do this every day. We know that 6061-T6 springs back about 2 degrees. We know that 304 stainless springs back 2.5 to 3 degrees.
How to Compensate for Springback
Once you know how much your material will spring back, you need to compensate.
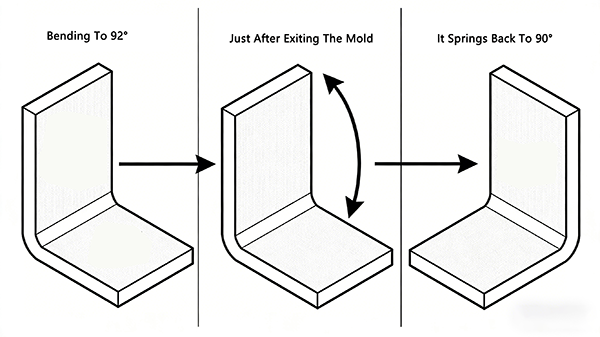
Over-bend. This is the most common method. If you need 90 degrees and your material springs back 2 degrees, bend to 92 degrees. When it springs back, you get 90.
Adjust your tooling. A sharper punch nose increases springback. A larger radius punch reduces it. Talk to your fabricator about tooling choices.
Use a bottoming die. Air bending leaves room for springback. Bottoming forces the material into the die, reducing springback. The trade-off? More tonnage and more tool wear.
Heat the material. Heat makes metal softer. Softer metal springs back less. For critical bends on hard materials, pre-heating can help. But this adds time and cost.
Multiple bends. Bend a little, release, bend again. This works the material and reduces springback on the final bend.
Common Mistakes I See
Mistake 1: Assuming all materials are the same. Different materials. Different springback. Different results.
Mistake 2: Not testing first. Going straight to production without testing is gambling. Run a test bend. Measure. Adjust. Then run your batch.
Mistake 3: Ignoring grain direction. Bending with the grain increases springback. Bending across the grain reduces it. If your part layout lets you choose, bend across the grain.
Mistake 4: Using the wrong V-die width. Too narrow increases springback and can crack the material. Too wide gives you a larger radius and less springback.
A Real-World Example
Last month, a customer needed 500 brackets from 2mm 304 stainless steel. Target bend angle was 90 degrees.
We ran a test on a scrap piece. Bent it to 90. Measured. Got 92.5 degrees. Springback was 2.5 degrees.
We adjusted the machine. Bent the next test piece to 92.5 degrees. Measured. Got exactly 90.
We ran all 500 parts at 92.5 degrees. Every single one came out at 90 degrees. No rework. No scrap.
That is what proper compensation looks like.
How to Work with Your Fabricator on Springback
Tell us the material. Not just “stainless.” Tell us the grade and temper. 304 annealed is different from 304 half-hard.
Tell us the application. If your part needs to fit with other parts, we need to know how tight the tolerance is.
Let us test first. For critical bends, let us run a test piece. You pay for a few minutes of setup time. You save hours of rework.
Ask about our standard tooling. If you design for our standard V-dies, your bends will be more consistent.
The Bottom Line
Springback is not a mistake. It is not a defect. It is just what metal does.
The key to good sheet metal fabrication processes is understanding springback and planning for it. Harder materials spring back more. Thicker materials spring back more. Tighter radii spring back more.
Predict it. Test for it. Compensate for it. Then your parts will come out exactly where you want them.
Next time you design a bent sheet metal part, ask yourself: how much will this material spring back? If you don’t know, run a test. Your future self will thank you.
Need help with a bent sheet metal part? Send us your drawing. We will review your material, calculate expected springback, and recommend the right compensation.
We reply within 24 hours.