
Precision CNC Machining Customization Explained
I’ve been in this business for nearly 10+ years. And if there’s one thing I’ve learned, it’s this: tolerances are where good parts get made—or scrapped.
You can have the perfect design, the right material, the best CNC machines. But if we don’t get the tolerances right, none of that matters.
Whether you need precision CNC machining customization for an aerospace bracket or a simple shaft, here’s what you actually need to know.

What Are CNC Machining Tolerances?
No machine on earth makes the exact same part twice. There will always be tiny differences.
Tolerances tell us: “How much variation is still okay?”
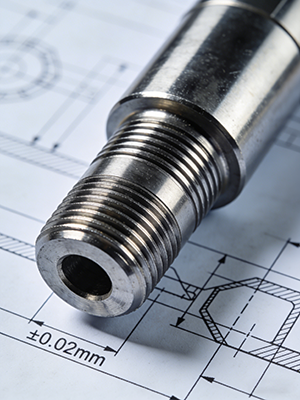
If your shaft is 50mm with ±0.1mm, anything between 49.9mm and 50.1mm works. Outside that? Scrap.
Two types matter most:
Dimensional tolerances: How big or small
Geometric tolerances (GD&T): Where features sit relative to each other
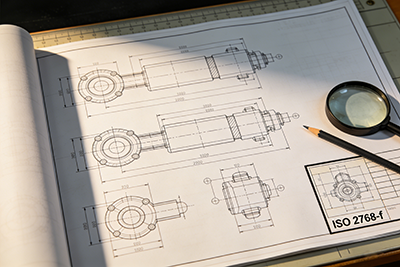
The ISO 2768 Standard
This is the industry’s default. If your drawing doesn’t specify a tolerance, ISO 2768 tells us what you get.
Four classes:
| Class | Use For |
|---|---|
| f (fine) | Precision metal parts, critical fits |
| m (medium) | General-purpose machined components |
| c (coarse) | Non-critical features |
| v (very coarse) | Rough, large features |
For precision CNC machining customization, we default to ISO 2768-f on metal parts unless your drawing says otherwise.
What ISO 2768-f Looks Like in Numbers
| Size Range | Tolerance |
|---|---|
| 0.5mm to 3mm | ±0.05mm |
| 3mm to 6mm | ±0.05mm |
| 6mm to 30mm | ±0.1mm |
| 30mm to 120mm | ±0.15mm |
| 120mm to 400mm | ±0.2mm |
| 400mm to 1000mm | ±0.3mm |
| 1000mm to 2000mm | ±0.5mm |
How Tight Can We Actually Go?
This question comes up constantly. Here’s the straight answer:
| Tolerance | What It Takes |
|---|---|
| ±0.05mm | Standard, easy |
| ±0.02mm | Comfortable, minimal extra cost |
| ±0.01mm | Doable, requires care |
| ±0.005mm | Challenging, costs more |
| ±0.002mm | Special application only |
| ±0.001mm | Rare, expensive, usually overkill |
Reality check: About 90% of parts don’t need anything tighter than ±0.05mm. Only 1–2% actually require ±0.005mm or better.
The smart move isn’t making everything tight. It’s making the right things tight and letting everything else breathe.
When to Call Out Custom Tolerances
Stick with ISO 2768 for most features. Call out tighter numbers only where function depends on it:
Press fits (shafts in bearings, pins in holes)
Sealing surfaces (fluid containment)
Alignment features (mating with other components)
Matching off-the-shelf parts (bearings, motors, sensors)
Everything else? Let it be. You’ll save money and get parts faster.

Material Matters
Different metals behave differently. Here’s what we see every day:
| Material | Typical Tolerance | Notes |
|---|---|---|
| Aluminum 6061/7075 | ±0.01mm easily | Holds well, great for tight work |
| Stainless Steel 303/304 | ±0.02mm comfortable | Heat buildup, slower cutting |
| Stainless Steel 316 | ±0.02–0.03mm | Gummier, requires more care |
| Steel 1018/1045 | ±0.01–0.02mm | Stable, predictable |
| Steel 4140 | ±0.02mm | Needs stable setup |
| Brass C360 | ±0.01mm easily | Machines beautifully |
| Copper C101 | ±0.02mm | Soft, needs sharp tools |
| Titanium Grade 5 | ±0.02–0.03mm | Challenging, slow speeds |
| Tool Steels (A2, D2) | ±0.01–0.02mm | Heat treatment affects final size |
Key point: A ±0.01mm tolerance on aluminum is straightforward. The same tolerance on titanium takes longer and costs more. Plan accordingly.
Milling vs. Turning
| Feature Type | Better Process |
|---|---|
| Cylindrical parts (shafts, bushings, pins) | Turning |
| Complex shapes (pockets, slots, contoured surfaces) | Milling |
| Multi-face features | Milling |
| Precise diameters, roundness | Turning |
| Hex/square profiles | Turn-mill |
Simple rule: If it spins, turn it. If it’s boxy, mill it. If it needs both, we use turn-mill centers.

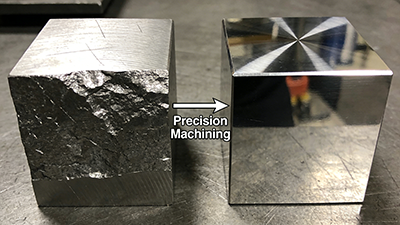
Surface Finishing Affects Dimensions
This catches people off guard:
Polishing, brushing, blasting: Removes material (0.005–0.02mm typically)
Plating: Adds material (0.005–0.025mm per side typical)
Passivation, black oxide: Minimal change
If a bearing bore needs to be 20.00mm after chrome plating, tell us: “Ø20.00 ±0.02mm after plating.” Otherwise we’ll machine it to size, send it out, and it’ll come back undersize.
What Tight Tolerances Actually Cost
Tighter tolerances mean:
Slower machining (30–200% longer cycles)
More inspection time
Faster tool wear
Higher scrap rates
Real example: Aerospace part, twenty features at ±0.01mm. We reviewed with the customer and relaxed most to ±0.03mm. Machining time dropped 40%. Scrap went from 12% to 2%. Part passed every test.
The takeaway: Only tighten what matters.
Metals We Machine Every Day
We’re a metal shop only. Here’s our lineup:
| Material | Grades |
|---|---|
| Stainless Steel | 303, 304, 316, 17-4PH |
| Aluminum | 6061-T6, 6063, 7075, 2024 |
| Steel | 1018, 1045, 1215, 4140 |
| Tool Steel | A2, D2, O1 |
| Brass | C360 |
| Copper | C101, C110 |
| Titanium | Grade 2, Grade 5 (6Al-4V) |
Each one needs different speeds, feeds, and tooling. That’s not a problem—it’s just experience.
Five Practical Tips
1. Don’t Over-Tolerance
If every dimension says ±0.01mm, you’re paying too much. Most parts have 3–5 critical features. Focus there.
2. Watch Stack-Up
Tolerances add up. A 0.1mm gap here plus 0.1mm there equals 0.2mm mismatch. Plan for it.
3. Design for Machining
Internal corners: at least 1.5× tool radius
Wall thickness: minimum 0.8mm (1.5mm for thin sections)
Avoid deep narrow pockets when possible
4. Put a Tolerance Table on Your Drawing
If your rules differ from ISO 2768, tell us. Saves confusion.
5. Talk to Us Early
Before you finalize, give us a call. We’ll tell you what’s easy, what’s hard, and where a small tweak saves serious money.
Common Questions
Can I mix tolerance standards on one part?
Yes. Use ISO 2768 as default, call out tighter where needed.
Do threads follow ISO 2768?
No. Threads have their own standards. Call them out specifically.
Bilateral vs unilateral?
Bilateral: ±0.1mm (variation both ways)
Unilateral: +0.1mm/-0mm (variation one way)
Hardened steel vs aluminum—same tolerances?
Hardened steel takes longer, costs more. Same tolerance possible, just slower.

What Precision CNC Machining Customization Really Means
It’s not about chasing the tightest numbers on paper. It’s about making metal parts that work exactly as they should—no more, no less.
It’s having a partner who asks “what does this part actually do?” instead of just running the machine. Someone who spots problems before they cost you money.
Let's Talk
10+ years machining metal. I don’t know everything, but I’ve made enough mistakes to know how to avoid them. Happy to share what I’ve learned.
Get in touch. We reply within 24 hours.