
I’ve spent a lot of time watching people weld thin sheet metal. Some make it look easy. Others struggle. Most of the time, the difference comes down to picking the wrong process for the job.
If you’re working with thin materials—anything under 3mm—the way you weld matters a lot. Get it wrong, and you’ll burn through, warp the part, or spend hours grinding.
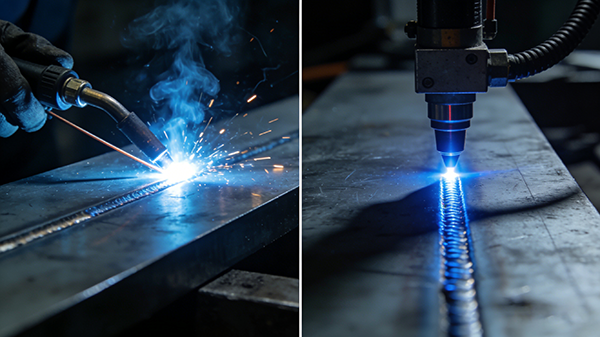
In this article, I’ll compare TIG welding and laser welding. When should you use each? How do you pick the right one for your thin sheet metal project?
If you’re looking for a precision sheet metal fabrication manufacturer that actually understands these details, this guide will help you make better decisions.
Quick Answer
Pick TIG welding if: You have complex joints, need to weld different materials, or you’re doing small batches with tight budgets.
Pick laser welding if: You have thin materials (under 2mm), need high speed, want clean welds with little finishing, and have the budget.
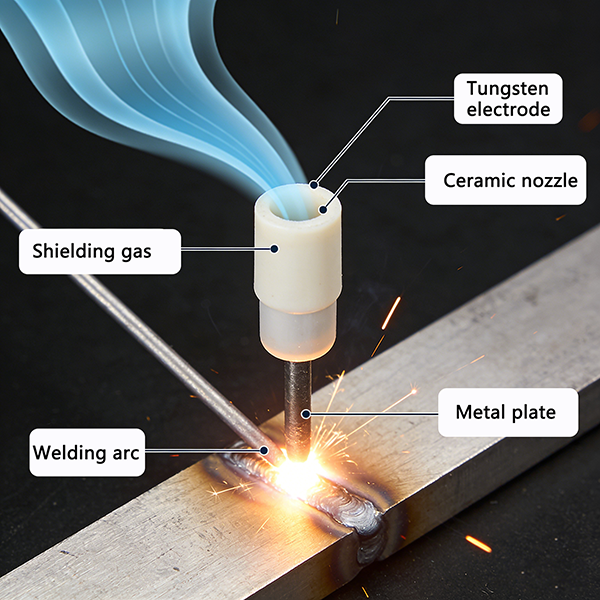
What Is TIG Welding?
TIG stands for Tungsten Inert Gas. A non-consumable tungsten electrode creates an arc. You add filler metal by hand. Shielding gas protects the weld.
TIG welding is slow but gives you a lot of control. You can adjust heat with a foot pedal. You can weld thin materials without burning through.
What TIG does well:
You control everything—heat, filler, speed
Works on almost any metal: steel, stainless, aluminum, copper, titanium
Produces clean, strong welds
What TIG does poorly:
Slow. Much slower than laser
Requires real skill
Heat can still warp thin material
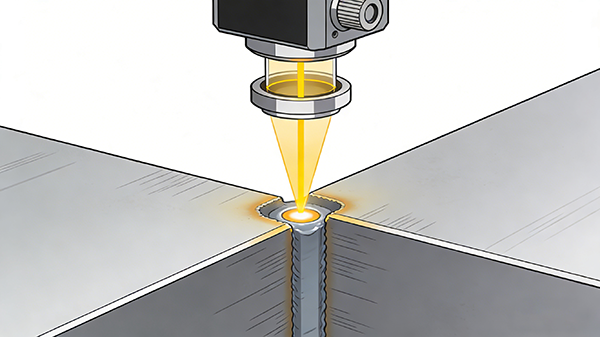
What Is Laser Welding?
Laser welding uses a focused beam of light to melt metal. No electrode. No filler rod. Just a high-energy beam that creates a narrow, deep weld.
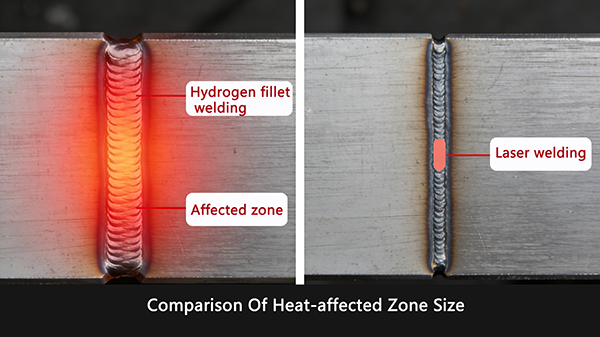
Laser welding is fast. The beam is so focused that the heat-affected zone is very small. Less warping and distortion.
What laser welding does well:
Very fast. Meters per minute.
Minimal heat input. Less warping on thin material.
Clean welds. Little finishing needed.
Easy to automate for high volume.
What laser welding does poorly:
Expensive equipment. Not every shop has it.
Requires precise fit-up. Gaps cause problems.
Not great for materials over 3mm.
Limited to similar materials.
TIG vs. Laser: Head-to-Head
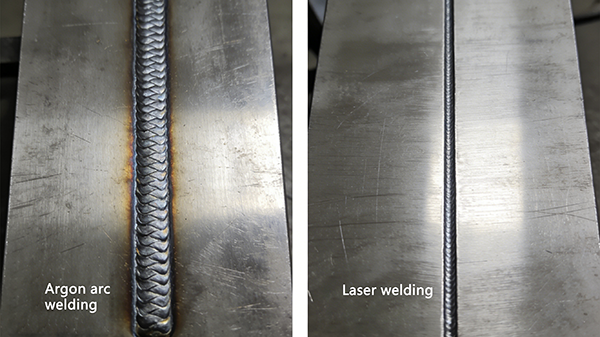
Heat and Distortion
TIG: You can keep heat low, but it takes skill. Distortion is possible.
Laser: Very low heat input. Minimal distortion. Laser wins for material under 2mm.
Speed
TIG: Slow. 100-200mm per minute on thin material.
Laser: Fast. 2-5 meters per minute. Laser wins for volume.
Material Compatibility
TIG: Almost anything. Even different metals together.
Laser: Great on stainless and steel. Aluminum is harder. Different metals? Not practical.
Fit-Up
TIG: Forgiving. You can fill small gaps with filler rod.
Laser: Not forgiving. Parts need to touch. Good fit-up is required.
Cost
TIG: Low equipment cost. Higher labor cost because it’s slow.
Laser: High equipment cost. Lower per-part cost for high volumes.
Skill
TIG: Requires real skill. Months or years to get good.
Laser: Easier. The machine does most of the work.
When to Use TIG Welding
Here’s when I’d recommend TIG over laser.
Small batches. 10 or 50 parts? Laser setup is overkill. TIG is faster to set up.
Complex joints. Places where a laser beam can’t reach? TIG can get there.
Mixed materials. Stainless to mild steel? TIG can do it. Laser can’t.
Repair work. Laser is for new parts. TIG is for fixing mistakes.
Budget constraints. Not every shop has a laser. TIG equipment is everywhere.
When to Use Laser Welding
Laser welding shines here.
High volume. Thousands of parts per day? Laser pays for itself in labor savings.
Thin materials under 1.5mm. The thinner the material, the more laser’s low heat matters.
Parts needing minimal finishing. Laser welds are clean. Little to no grinding.
Automated production. Laser integrates with robotics. Consistent results.
Medical or electronics. Clean welds, no contamination, minimal heat-affected zone.
Common Problems
TIG Problems:
Burn-through: Turn down amperage. Use smaller tungsten. Move faster.
Warping: Clamp firmly. Weld in short segments. Let it cool.
Tungsten inclusion: Tungsten touched the weld. Grind it out. Reweld.
Laser Problems:
Poor fit-up: Parts don’t touch. Improve tolerances before welding.
Porosity: Gas bubbles. Check shielding gas. Clean material.
Cracking: Some materials crack under rapid cooling. Pre-heat may help.
Which Process Do Most Precision Shops Use?
Most precision sheet metal fabrication manufacturer shops use both.
TIG for prototypes, small batches, repairs, and complex geometries. Laser for high-volume production, thin materials, and parts that need clean welds with no finishing.
The best shops have both and know when to use each.
A Real-World Example
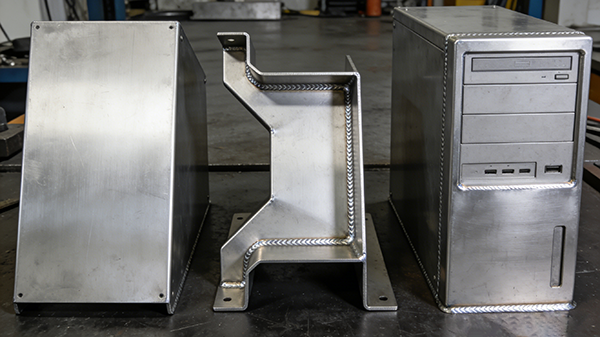
A customer needed 5,000 small stainless steel enclosures. Material was 0.8mm thick. Simple butt joint.
We tried TIG first. Even our best welder struggled with burn-through. Each part took 90 seconds to weld, plus 60 seconds to clean up.
We switched to laser. Weld time dropped to 8 seconds. No cleanup. No burn-through. No warping.
Laser cost more per hour. But per part, it was cheaper because of the speed.
Last month, a different customer needed three custom brackets with tight spaces. Laser couldn’t reach. We used TIG. Took longer, but got the job done.
Both processes have their place.
How to Work with Your Fabricator
Tell us your volume. 10 parts is different from 10,000 parts.
Show us the joint. We need to see if a laser can reach it.
Be honest about your budget. Laser costs more upfront but saves on labor.
Ask about fit-up. For laser welding, your parts need to fit well.
The Bottom Line
TIG and laser both work for thin sheet metal. They just work differently.
TIG gives you control and flexibility. Almost any material, any joint. But it’s slow and takes skill.
Laser gives you speed and clean results. Perfect for thin materials and high volumes. But it needs good fit-up and costs more.
The best precision sheet metal fabrication manufacturer will help you choose the right process for your job. They won’t just use what’s convenient. They’ll use what works.
Next time you need thin sheet metal welded, ask yourself: volume, thickness, joint type, budget. The answer will tell you which process to pick.
.
Need help with your thin sheet metal welding project? Send us your drawing. We’ll recommend the right process—TIG or laser—and give you an honest quote.
We reply within 24 hours.